

Học Chi Tiết Máy Bài 16 :Cách xác định các chỉ tiêu đánh giá độ tin cậy của chi tiết máy
1.Tính xác suất làm việc không hỏng R và hỏng F của một đối tượng:
-Xác suất làm việc không hỏng R và xác suất làm việc hỏng F được tính theo lý thuyết Xác suất thông kê.
-Một cách gần đúng có thể xác định R và F của từng máy, chi tiết máy như sau:
+Lấy ngẫu nhiên N chi tiết máy, hoặc máy (ta gọi chung là đối tượng thử nghiệm), cho làm việc theo một chế độ quy định, trong một thời gian đã định. Số lượng đối tượng đem thử nên lấy lớn hơn hoặc bằng 60, N > 60.
+Sau thời gian thử nghiệm ta đếm được số đối tượng hỏng là NH, số lượng đối tượng còn làm việc tốt là NT, lúc đó:
R = Nt / N,
F = Nh / N.
Ta nhận thấy rằng: R < 1, F < 1, và R + F = (NT + NH) / N = 1.
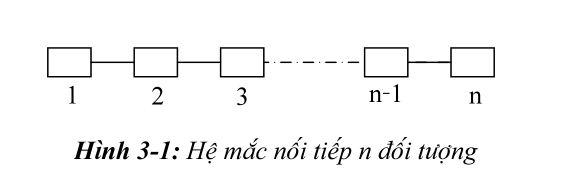
2.Tính xác suất Rnt và Fnt của một hệ gồm n đối tượng mắc nối tiếp:
-Xét hệ thống gồm n đối tượng được lắp ghép nối tiếp nhau thành một chuỗi. Ví dụ: một dây chuyền sản xuất gồm n máy. Mỗi đối tượng đã được xác định xác suất R và F, đối tượng thứ i có xác suất Ri và Fi (Hình 2-1). Ta phải tính Rnt và Fnt của toàn hệ.
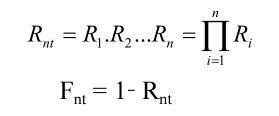
-Ta nhận thấy rằng: khi một đối tượng bị hỏng thì cả hệ thống bị dừng; như vậy khi số lượng n đối tượng mắc nối tiếp càng nhiều, thì xác suất làm việc không hỏng của hệ nối tiếp Rntcàng giảm, và xác suất làm việc hỏng Fnt sẽ tăng lên, độ tin cậy của hệ giảm. Đồng thời, nếu ta tăng giá trị Ri cuả mỗi phần tử, thì xác suất Rnt sẽ tăng, độ tin cậy của hệ tăng.
Với nhận xét như trên, ta có thể tính Rnt và Fnt theo công thức sau:
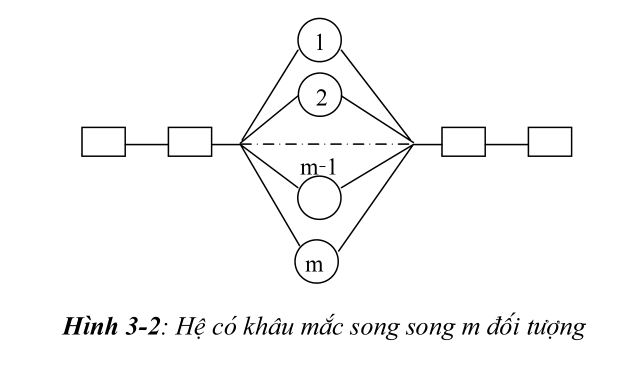
3.Tính xác suất RS và FS của một hệ gồm m đối tượng mắc song song:
-Xét một dây chuyền sản xuất, trong đó có một khâu yếu hay xảy ra hỏng hóc. Khâu này được tăng cường bằng cách lắp m đối tượng có cùng chức năng song song nhau. Mỗi đối tượng trong hệ mắc song song có xác suất Ri và Fi (Hình 2-2). Chúng ta cần tính xác suất không hỏng RS và xác suất hỏng FS của toàn bộ m đối tượng thuộc khâu yếu này, đây chính là RS và FS của hệ gồm m đối tượng mắc song song.
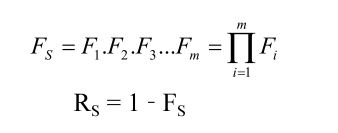
-Khảo sát dây chuyền sản xuất trên, chúng ta nhận thấy rằng: khi một hoặc một số đối tượng bị hỏng thì khâu yếu vẫn chưa bị hỏng, hệ thống còn hoạt động được; chỉ khi cả m đối tượng bị hỏng thì khâu yếu mới bị hỏng, hệ thống mới bị dừng. Như vậy, khi số lượng m đối tượng mắc song song càng nhiều, thì xác suất làm việc hỏng của khâu yếu FS càng nhỏ, độ tin cậy của hệ lớn, và ngược lại. Đồng thời, nếu tăng độ tin cậy của mỗi phần tử mắc song song, có nghĩa là giảm Fi, thì độ tin cậy của toàn hệ cũng tăng, FS giảm. có nghĩa là RS sẽ tăng.
Từ nhận xét trên, ta có thể lập công thức tính xác suất RS và FS của hệ mắc song song như sau:
4.Xác định cường độ hỏng λ(t):
-Cường độ hỏng λ(t) là xác suất làm việc hỏng của đối tượng được tính tại thời điểm t nào đó. Cường độ λ(t) cũng được tính theo lý thuyết Xác suất.
Một cách gần đúng người ta xác định λ(t) như sau:
+ Lấy ngẫu nhiên N đối tượng đem thử. Thử nghiệm cho đến khi tất cả N đối tượng bị hỏng, thời gian thử nghiệm là tth. Nên lấy N > 60.
+ Chia thời gian thử tth làm n phần, ký hiệu các phần là t1 đến tn. Đếm số đối tượng bị hỏng trong khỏang thời gian t1, ký hiệu là N1. Số đối tượng bị hỏng trong khỏang thời gian ti là Ni.
+Cường độ hỏng λ(ti) tại mỗt thời điểm thuộc khỏang thời gian ti được tính theo
công thức:
Thí nghiệm với nhiều loại máy khác nhau, người ta nhận thấy quy luật phân bỗ của λ(t) theo thời gian của các loại máy có dạng gần giống nhau. Dạng phổ biến nhất được biểủ diễn trên Hình 3-3.
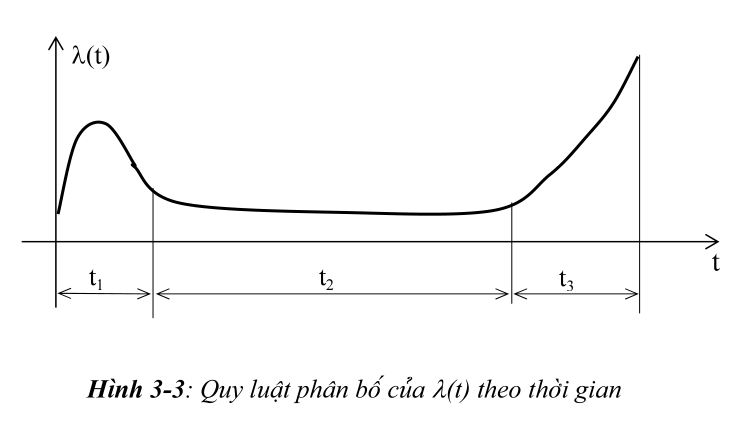
Quan sát đồ thị phân bổ λ(i) theo thời gian, ta có nhận xét như sau:
+ Thời gian đầu sử dụng máy, cường độ hỏng λ(t) tương đối cao. Khoảng thời gian t1 không dài lắm. Đây là thời gian hỏng ban đầu của má Các cơ sở sản xuất thường lấy thời gian t1 làm thời gian bảo hành máy.
+Trong khoảng thời gian t2, cường độ hỏng λ(t) tương đối thấp và ít thay đổi, thời gian t2 khá dài, đây là thời gian làm việc ổn định của má
+ Trong khỏang thời gian t3, cường độ hỏng λ(t) rất cao. Đây là thời gian hỏng phá hủy của má Thời gian t3 không được tính vào thời gian sử dụng máy. có nghĩa là, tuổi bền của máy chỉ bao gồm thời gian t1 va t2.
Những nhận xét trên được giải thích như sau:
+Các máy bị hỏng trong khỏang thời gian t1 thường là những máy phế phẩm, còn lẫn vào sản phẩm xuất xưởng, do kiểm tra không phát hiện ra được, hoặc vì một lý do nào đó nguời thiết kế cố tình đưa và Ví du: để tăng dung sai kích thước, hạ giá thành sản phẩm, trong nhiều trường hợp người thiết kế đã chọn giải pháp “lắp lẫn không hoàn toàn”. có nghĩa là người thiết kế biết trước có khoảng 5% sản phẩm không đủ chất lượng, nhưng vẫn được coi là chính phẩm. Các cơ sở sản xuất nên sẵn sàng thu nhận những sản phẩm bị hỏng trong thời gian t1 về, và nói lời cảm ơn lịch sự với khách hàng “Qúy ngài đã giúp chúng tôi tìm ra sản phẩm kém chất lượng bị lẫn trong số hàng hoá đã bán ra”.
+Sau khi số sản phẩm kém chất lượng bị hỏng hết, theo lý thuyết trong khỏang thời gian t2 sẽ không còn sản phẩm nào bị hỏng, λ(t) = 0. Song thực tế, vẫn có máy bị hỏng do những nguyên nhân ngẫu nhiên mà khi thiết kế chưa lường hết đượ Những sản phẩm bị hỏng trong thời gian này, sẽ không được bồi thuờng.
+ Sau một thời gian dài sử dụng, các chi tiết bị mòn, mỏi, lão hóa, nên trong khỏang thời gian t3 cường độ hỏng rất cao. Một máy được đánh giá là có tính kinh tế cao, khi mà khoảng thời gian t3 của nó ngắn.
Comments