
Học Chi Tiết Máy Bài 46: Phương pháp lắp ghép tạo mối ghép độ dôi
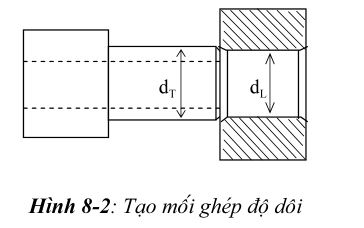
Để có mối ghép độ dôi, ta cần phải lắp chi tiệt trục vào lỗ của chi tiết bạc. Công việc lắp ghép có thể thực hiện theo các phương pháp sau:
a.Phương pháp lắp ép:
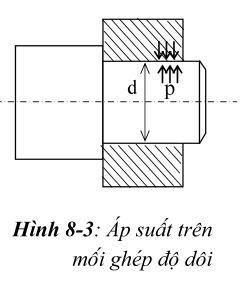
Phương pháp lắp ép được thưc hiện ở nhiệt độ bình thường. Dùng một lực lớn ép trục vào lỗ. Lúc này trục và bạc bị biến dạng, kích thước dT giảm đi, và kích thước dL tăng lên, trục được lắp vào lỗ của bạc. Sau khi lắp xong, do biến dạng đàn hồi, trục luôn có xu hướng nở ra và bạc có xu hướng co lại. Trên bề mặt tiếp xúc của trục và bạc có áp suất p. Tạo nên áp lực Fn, và có lực ma sát Fms.
Lực Fms cản trở chuyển động trượt tương đối giữa chi tiết trục và chi tiêt bạc. Đây chính là lực liên kết của mối ghép.
Phương pháp lắp ép có ưu điểm: lắp ghép đơn giản, dễ thực hiện, giá thành rẽ,
Nhưng có nhược điểm: cần phải dùng một lực lớn, dễ làm nứt chi tiết bạc, hoặc bóp méo chi tiết trục rỗng. San bằng các đỉnh nhấp nhô, làm giảm độ dôi của mối ghép.
Phương pháp lắp này thường dùng đối với các mối ghép có độ dôi N nhỏ.
b.Phương pháp lắp nung nó Đốt nóng chi tiết bạc:
nung nó Đốt nóng chi tiết bạcvới nhiệt độ cao, bạc bị dãn nở nhiệt, kích thước dL tăng lên. Người ta tính toán nhiệt độ nung nóng sao cho dL xắp xỉ bằng dT. Khi dL đủ lớn, ta tiến hành lắp trục vào lỗ của bạc. Sau khi nguội, bạc co lại ép lên bề mặt trục, tạo lực ma sát, liên kết hai chi tiết với nhau.
Phương pháp lắp nung nóng có ưu điểm: lắp ghép nhẹ nhàng, không san bằng các đỉnh nhấp nhô.
có khuyết điểm: cần thiết bị đốt nóng chi tiết bạc, dễ làm cháy bề mặt của bạc, làm biến dạng chi tiết bạc.
Phương pháp lắp này thường dùng đối với mối ghép có độ dôi lớn, và cho phép nung nóng chi tiết bạc.
c.Phương pháp lắp làm lạnh:
Làm lạnh chi tiết trục, trục co lại, kích thước dT giảm xuống. Người ta tính toán nhiệt độ làm lạnh, sao cho dT xắp xỉ bằng dL. Khi dT đủ nhỏ, ta tiến hành lắp trục vào lỗ. Sau khi trở lại nhiệt độ môi trường, trục nở ra, ép lên bề mặt lỗ, tạo lực ma sát, liến kết hai chi tiết với nhau.
Phương pháp lắp làm lạnh có ưu điểm: không san bằng các đỉnh nhấp nhô, không làm cháy bề mặt bạc, lắp ghép nhẹ nhàng.
Nhưng có nhược điểm: cần thiết bị làm lạnh sâu, đắt, rất khó làm lạnh khi chi tiết trục lớn.
Phương pháp lắp làm lạnh thường dùng với các mối ghép quan trọng, có độ dôi không lớn lắm.
Mối quan hệ giữa sự thay đổi nhiệt độ và lượng dãn nở của kích thước đường kính được xác định theo công thức sau:
Trong đó Δθ là lượng chênh lệch nhiệt độ, khi nung nóng hoặc làm lạnh, 0C .
Δd là lượng tăng hoặc giảm của kích thước đường kính d, mm. α là hệ số dãn nở nhiệt của vật liệu. Với thép có thể lấy α = 12.10-16 mm/mm.0C , với gang lấy α= 10,5.10-16 mm/mm.0C.
Comments