

Phay tiện CNC_Bài 20: Điểm thay dụng cụ N
Điểm thay dụng cụ N
Điểm thay dụng cụ N là điểm thuộc không gian làm việc của máy CNC, tại đỏ dao có thề được thay mà không bị va chạm. Trong phần lởn các hệ điều khiển CNC vj trí của điểm thay dao có thể đặt cấu hình được.
- Đặt điểm zero phôi w trên máy tiện CNC
Cài đặt điểm zero phôi w sao cho phù hợp với điểm 0 cùa bản vẽ. Như vậy, kích thước của bản vẽ có thể sử dụng trực tiếp để lập trình.
Việc xác định vị trí điểm zêrố phôi w dựa trên cơ sở điểm M – điểm zero máy CNC.
Điểm zero máy tiện, nói chung, được đặt trên tâm quay của mặt bích trục chính, tại đó mặt bích của mâm cặp được áp sát (xem hinh 62).
Khoảng cách giữa điểm zero máy M và điểm zero phôi w được ký hiệu là zw, giá trị này còn được gọi là độ dịch chuyển điểm 0 và được nhập vào hệ điều khiển CNC.
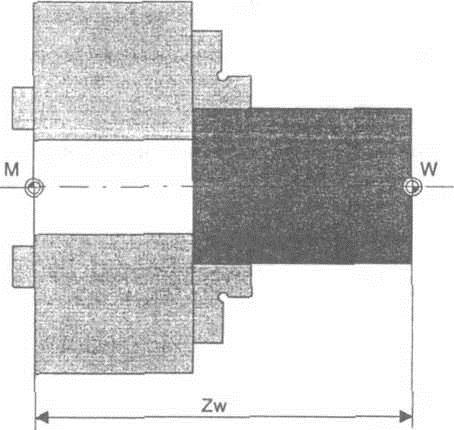
Hình 6Z Đặt điểm zero phôi trên máy tiện
Các bước thực hiện đặt điểm như sau:
Điều kiện:
Tất cả các dụng cụ gia công được đo và lắp trên đầu revolve. Thiết bị kẹp được chuẩn bị và chi tiết gia công được kẹp vào chuẩn xác.
- Bật công tắc cho trục chính (quay trái chiều).
- Đổi dụng cụ để xác định điểm zero phôi, có nghĩa lả quay đầu revolve tới vị trí phù hợp, ví dụ, T02.
Chú ý: phạm vi không gian quay của đầu revolve phải được kiểm tra trước để tránh va chạm khi quay.
- Rà dụng cụ cắt chạm vào mặt đầu phía trước của chi tiết gia công.
Di chuyển dụng cụ cắt cẩn thận bằng tay quay hoặc các phim có mũi tên chỉ hướng tương ứng của hệ điều khiển CNC cho tới khi mũi dao vạch một dấu trên chi tiết.
- Nhập kích thước đo mặt đầu mong muốn (ví dụ, 0,5mm) vào hệ điều khiển CNC.
Kểt thúc chương trình bằng ấn phím 0 để xác nhận.
(Kích thước đo được sử dụng để tiện mặt trước tại z = 0).
- Hệ điều khiển CNC lưu trữ giá trị dịch chuyển điềm 0(zw)
Điểm zero phôi w nhỡ đó được định nghĩa rõ ràng, vì tọa độ X = 0 nằm trên trục quay.
- Mặt trước được tiện theo kích thước đo đã ước định. Điều này cần được lưu ý khi lập trinh NC.
Comments