
Phay tiện CNC_Bài 17: Điểm 0 (zero)và điểm chuẩn trên máy công cụ CNC
Điểm 0 (zero)và điểm chuẩn trên máy công cụ CNC
- Các dạng điểm zero và điểm chuẩn, hình 54
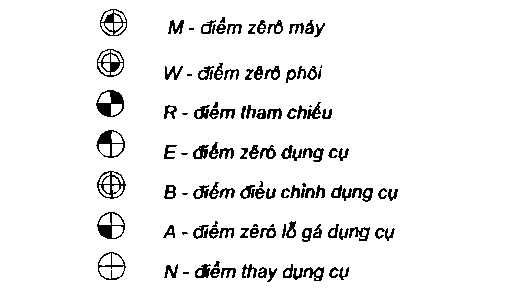
Hình 54. Ký hiệu quy ước điểm zero và điểm chuẩn
2. Điểm zero máy M
Mỗi mảy công cụ được điều khiển số làm việc với một hệ tọa độ máy. Điểm zero máy là điểm gốc của hệ tọa độ liên quan tới mảy. Vị trí của nó không thay đổi và do nhà sản xuất quy định, vè nguyên tắc, điểm zero máy M trên mảy tiện CNC-nẳm trên tàm của mặt bích đầu trục chính (hình 55). Điểm zero máy M trên máy phay đứng CNC nằm trên cạnh góc trái cùa bán máy mang chỉ tiết gia công (hình 56).
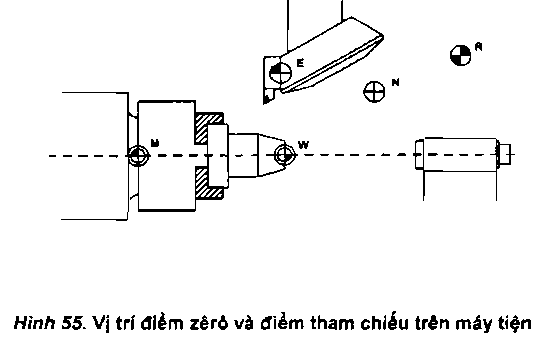
Điểm tham chiếu R, hình 55 và 56
Mỗi máy công cụ CNC với hệ thống đo hành trình tương đối cần có mộtđiểm kiểm định, nỏ phục vụ cho việc kiểm soát đồng thời các chuyển độngcủa chi tiết và dụng cụ gia công. Điểm kiểm định này được gọi là điểm thamchiếu R. Vị trí của nỏ được đặt chinh xác trên mỗi trục chuyển động nhờcông tắc cuối. Các tọa độ của điểm tham chiếu so với điểm zero mảy luôn cócùng giá trị số. Giá trị này được điều chỉnh cổ định trong bộ điều khiển CNC.Sau khi bật máy, trước tiên, phải chạy tất cà các trục về điểm tham chiếu, để kiểm định hệ thống đo hành trình tương dối.
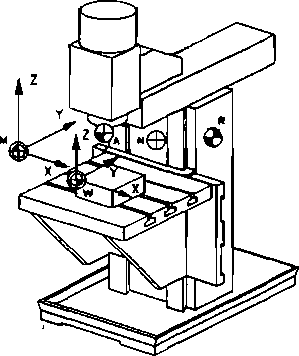
Hình 56. Vị trí của điểm zero và điểm tham chiếu trên máy phay
Comments