

Phay tiện CNC_Bài 12: Trục bước tiến và trục quay trên máy công cụ CNC
Trục bước tiến và trục quay trên máy công cụ CNC
- Vị trí và ký hiệu của các trục NC
Các máy phay CNC phân biệt với nhau ờ cấu tạo: ở cách bố trí các trục chính công tác và vị trí của trục NC (xem hình 33 và 34). Trục z đồng nhất với trục quay của trục chính công tác. Chiều dương của trục z cũng được quy định là chiều chạy từ chi tiết tới dụng cụ gia công. Vì trên máy phay CNC sử dụng hệ tọa độ Đêcac không gian, nên hai trục tọa độ còn lại có thể được xác định theo quy tắc bàn tay phải.
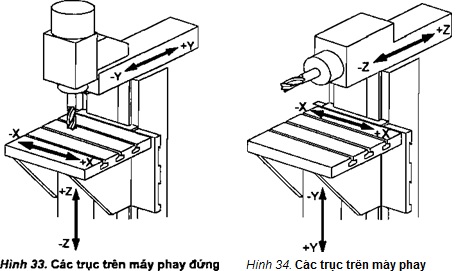
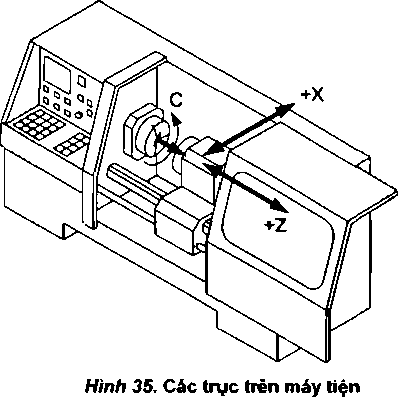
Trên máy tiện CNC trục z được định nghĩa lá trục chính công tác (xem hình 35). Chiều dương của trục z cũng được quy định là chiều chạy từ chi tiết tới dụng cụ gia công. Trục X vuông góc với trục z, chiều dương của nó chạy về phia sau (dụng cụ nằm phía sau tâm quay). Khi trục chính công tác được điều khiển người ta có thể sử dụng thêm một trục quay nữa, đó là trục c.
2. Chiều chuyển động trên máy công cụ CNC
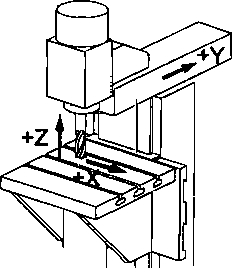
Hình 36. Chiều chuyển động trên máy phay đứng
Trong quả trình gia công phải thực hiện các chuyển động tương đối giữa chi tiết và dụng cụ gia công trên các trục được sử dụng. Ký hiệu các trục trên máy công cụ CNC được định trước theo cấu tạo của chúng (xem mục 1. vị trí và ký hiệu các trục NC). Nỏ có liên quan tới chi tiết gia công,trong khi sử dụng hệ thống Đêcac không gian. Khi xét chuyển động trên máy CNC người ta luôn giả thiết rằng chỉ có dụng cụ là chuyển động, mặc dù đối với máy phay đứng, hình 36, bàn đỡ chi tiết cũng thực hiện chuyển
động dọc theo trục X và z.
Để lập trình mà không phụ thuộc vào máy, cần thực hiện các quy định sau theo nguyên tắc chuyển động tương đối:
– Khi lập trình luôn giả thiết rằng dụng cụ gia công chuyển động,
– Hệ tọa độ luôn lấy chi tiết gia công làm cơ sở.
Với sự hỗ trợ của các quy định này hệ tọa độ luôn được sử dụng để xây dựng chương trình NC.
3. Ghi kich thước đúng
-Khi lập trình NC người ta làm việc với 2 dạng ghi kích thước khác nhau: ghi kích thước tuyệt đối và ghi kích thước gia sổ (kích thước chuỗi).
-Khi ghi kích thước tuyệt đối luôn dựa trên cơ sờ điềm 0 của chi tiết, điều này có nghĩa là, nó được sử dụng làm kích thước chuẩn (xem hình 37). Ngược lại khi ghi kích thước gia số sử dụng kích thước chuỗi, là kích thước từ điểm đạt được tức thời tới điểm tiếp theo (xem hình 38).
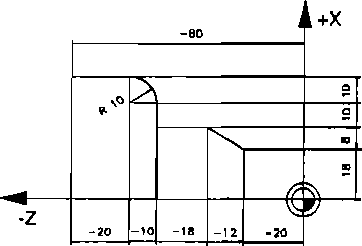
-Khi tiện cần lưu ý, ghi kích thước tuyệt đối là giá trị X theo đường kính (hình 37).
-Khi kích thước gia số là giá trị X theo bán kính (hình 38).
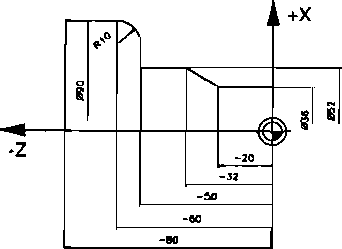
Hình 37. Ví dụ vê ghi kích thưc te tuyệt đỗi
Mặc dù vậy không phải lúc nào người ta cũng tránh được việc lập trình với kích thước gia số. Điều này sẽ có lợi, ví dụ như khi gia công những chi tiết có cùng biên dạng như các rãnh đứng cạnh nhau
Hình 38. Ví dụ vê ghi kích thước gia sổ
Khi lập trình nên sử dụng cách ghi kích thước tuyệt đối, vì nó có các ưu điểm so với cách ghi kích thước gia số là:
– Dung sai kích thước không cộng tích luỹ.
– Sự thay đổi của từng kích thước không làm ảnh hường tới các kích thước khác.
– Một kích thước bị sai không dẫn tới lỗi khác.
– Hệ tọa độ tuyệt đối cho biết hành trình tức thời mà dụng cụ đãdịch chuyển, giúp cho việc theo dõi từng bước của chương trình tổt hơn.
– Để xây dựng các bản vẽ thích hợp NC cần tránh các kích thước chuỗi và nên sử dụng giá trị tọa độ từ điểm chuẩn.
Comments